Beim Erstarren des Stahles an der Kokillenwand scheiden sich fast reine Linsenkristalle (Eisen mit sehr wenig C) ab. Die noch flüssige Kernzone wird dadurch reicher an Kohlenstoff als die Schmelze zuvor. Diese Kohlenstoffseigerung (Seigerung = Entmischung einer Schmelze – Link zu Wikipedia) führt zu einer chemischen Reaktion.
Beim Abstich ist die Schmelze im chemischen Gleichgewicht, d.h. sie enthält Kohlenstoff (C) und Eisenoxid (FeO) in einem bestimmten Verhältnis (das Produkt aus C und FeO ist konstant, ca. 0,0025%). Das bedeutet:
C-arme Weichstähle enthalten viel FeO,
C-reiche Hartstähle enthalten wenig FeO.
Wenn durch das Seigern die Restschmelze mehr Kohlenstoff enthält als dem Gleichgewicht entspricht, so wird nach der Reaktionsgleichung
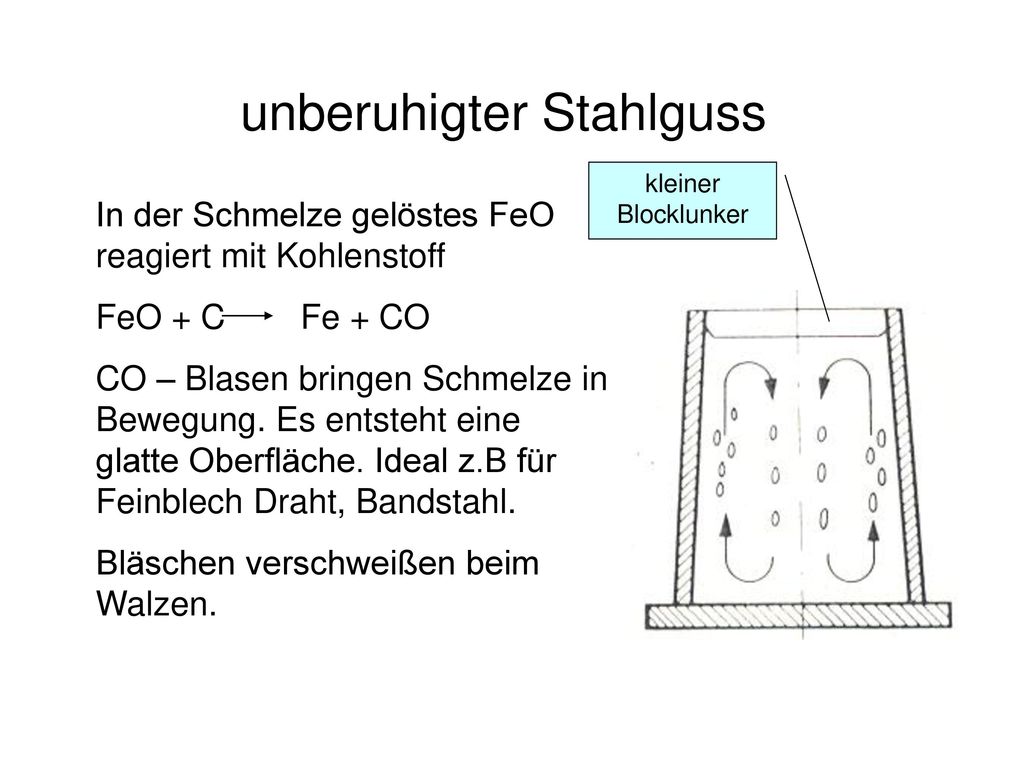
FeO + C = Fe + CO
der überschüssige Kohlenstoff aus der Schmelze entfernt und das Gleichgewicht wieder hergestellt.
Das Kohlenmonoxid (CO) entweicht als Gas, dadurch entstehen Blasen, der Stahl „kocht“ in der Kokille, er ist unruhig vergossen. (Es schaut nur so aus, als würde der Stahl kochen. Stahl siedet erst bei ca. 2860°C) Die aufsteigenden Blasen erzeugen eine Strömung, die die niedrigschmelzenden Verunreinigungen zur Blockmitte fördert. Mit der beginnenden Erstarrung wird ein Teil der Blasen in der Randzone festgehalten.
Durch den Frischvorgang hat der Stahl auch noch andere Gase aufgenommen (Sauerstoff, Stickstoff, Wasserstoff – nur Sauerstoff ist als FeO „chemisch gelöst“) welche beim Abkühlen in der Kokille aus dem noch flüssigen Stahl nach oben drängen, ihn kräftig durchwirbeln. (Im festen Stahl sind diese Gase fast unlöslich) Die Eisenbegleiter werden teils zum Blockkopf, teils in Blockinnere gedrängt und erzeugen einen ungleichmäßig zusammengesetzten Kern. An der früher erstarrenden Randzone entsteht weicher, kohlenstoffärmerer Stahl. Unberuhigt vergossene Stähle haben eine leicht bearbeitbare Randzone und ergeben beim Zerspanen eine saubere Fläche ohne Fehler; sie lassen sich auch sehr gut kalt verformen. Aus ihnen werden die weichen, unlegierten Baustähle hergestellt (Tiefziehbleche, Federdraht, Automatenstahl).

Stengelkristalle am Rand, globulares Korn im Inneren
Unberuhigt vergossene Stähle zeigen deshalb folgende Erscheinungen:
- Blasenkranz unter einer 10 bis 20 mm dicken Schicht aus reinem C-armen Stahl. Die Blasen verschweißen beim Schmieden oder Walzen, da sie nicht mit der Außenluft in Berührung kommen und deswegen eine metallisch saubere Oberfläche haben.
- Seigerungszone im Kern. Sie enthält Phosphide und Sulfide.
- Geringe Schwindung, damit ein flacher Lunker. Die eingeschlossenen Gasblasen gleichen die Schwindung des erstarrenden Metalles aus. Dadurch ist der Blockabfall gering. Das bedeutet ein größeres Ausbringen, d.h. etwa 90 % des Blockes können zu Halbzeugen verwalzt werden.
- Alterungsneigung durch restlichen Sauerstoff (als FeO) und Stickstoff im Stahl.
- bedingte Schweißeignung

aus http://slideplayer.org/slide/12270489/72/images/8/unberuhigter+Stahlguss.jpg
- Der oberhalb der gestrichelten Linie liegende Blockteil wird abgetrennt und gelangt in den Kreislaufschrott
- Nichtmetallische, schädliche Anteile in der Schmelze können leichter in den oberen Teil des Gußblockes aufsteigen und sich dort sammeln, wo sie durch Wegtrennen des Kopfes schließlich entfernt werden werden (verlorener Kopf). Man spricht auch von Kopfverlust, z.B 10 bis 15%
- Der Vorteil des unberuhigten Stahles ist der niedrige Preis und die weiche, saubere Randschicht, die sich besonders auf einige Oberflächenschutzverfahren günstig auswirkt, z.B. das Emaillieren und Verzinken. Außerdem lässt sich das Material gut tiefziehen, da es weich ist und wenig Einschlüsse enthält.
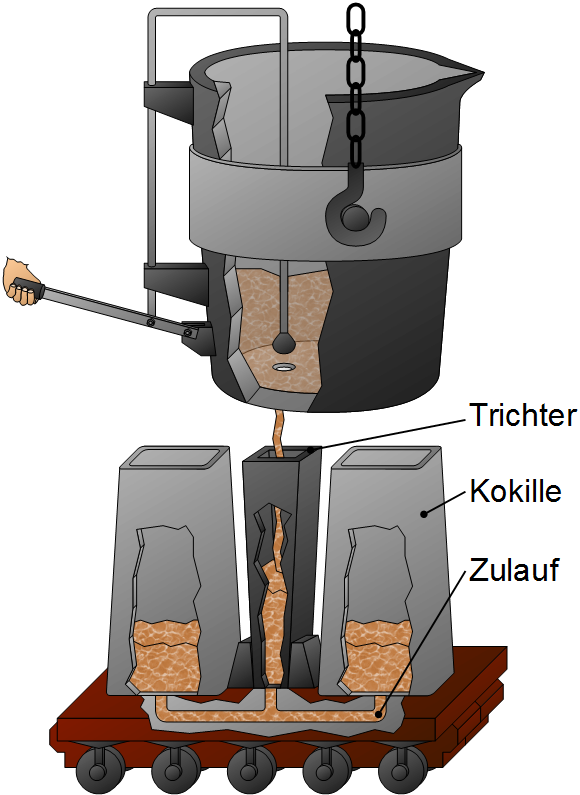
aus: https://www.ahoefler.de/images/maschinenbau/werkstoffkunde/stahl/stahl-herstellung/vom-stahl-zum-halbzeug/blockguss-01.png
Bei steigendem Guss wird die Kokille über einen Zulauf von unten befüllt, sodass die Schmelze in der Kokille hochsteigt und sich die nichtmetallischen Einschlüsse oben besser sammeln können. Dieses Verfahren wird beim Blockguss vorwiegend angewendet.

{kind=link}